#SuccessStory #Spritzen
Konstanter Nachschub
an Impfstoff
- Höhere Kartonierleistung für eine kontinuierliche Marktversorgung
- Flexibles Verpacken von gebrauchsfertigen Spritzen in Einzel- und 10er-Schachteln
- Umsetzung einer Gesamtlinie mit Schubert- und Drittpartnertechnologie


400
Produkte pro Minute
2
Formate
Anforderung
Mehr Durchsatz in zwei Jahreskampagnen
Zutaten für ein gutes Leben gibt es bekanntlich viele. Unstrittig dürfte jedoch sein, dass das Fehlen von Krankheiten fest dazu gehört – sowie eine wirksame Behandlung, falls es doch einmal anders kommt. Lebensrettende Therapien stehen bei dem genannten Pharmahersteller deshalb ganz oben auf der Prioritätenliste. Neben Therapien für Herz-Kreislauf-Erkrankungen, Diabetes und chronische Schmerzen setzt die innovationsstarke Organisation auf moderne Influenzaimpfstoffe.
Neben der Impfstoffherstellung übernimmt das Unternehmen Folgeprozesse wie Kolbensetzen, Etikettieren, Gruppieren und Kartonieren. Um den Markt kontinuierlich mit dem wichtigen Vakzin zu versorgen, wollte der Hersteller seinen Durchsatz deutlich steigern und noch flexibler kartonieren. Schließlich entspricht der Impfstoff, der in zwei Jahreskampagnen produziert wird, stets dem aktuellen Stand der Forschung.
400 verpackte Spritzen pro Minute lautete deshalb das ambitionierte Ziel – im Toploading-Verfahren. Da das Unternehmen die Spritzen in Einzelkartons sowie in 10er-Schachteln mit Inlay und separatem Deckel vermarktet, benötigte es eine ebenso leistungsstarke wie vielseitige Gesamtlösung. Eine seit zwanzig Jahren bestehende Linie – inklusive Maschinen von Schubert – galt es demnach auf Vordermann zu bringen.


Lösung
Mit doppelter Aufrichteleistung zum Ziel
Doch wie lässt sich gewährleisten, dass unterschiedliche Abläufe so ineinandergreifen, dass sie die Leistungsziele nicht verfehlen – zumal es beim Toploading durchaus Grenzen des Machbaren gibt? „400 verpackte Spritzen pro Minute sind ein anspruchsvolles, aber dennoch realistisches Ziel“, betont Karin Kleinbach, Bereichsleitung Pharma bei Schubert Packaging Systems.
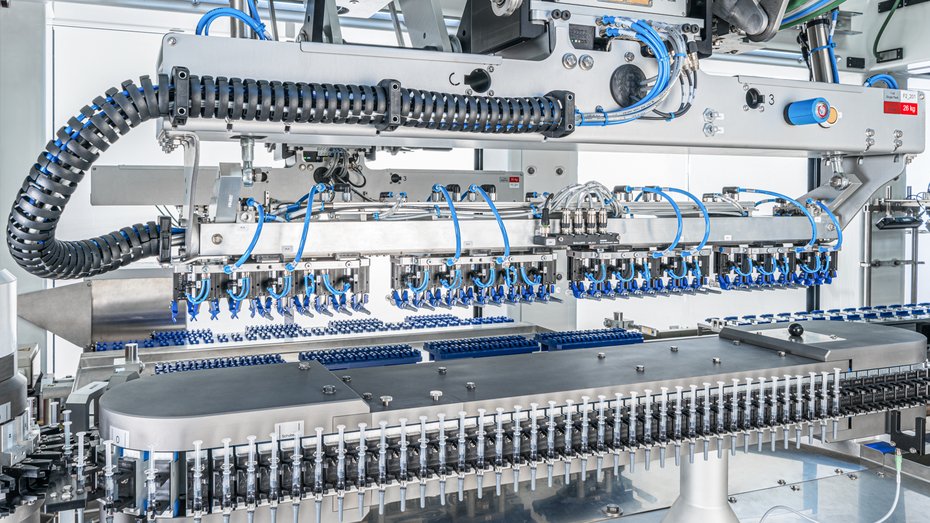
Die kreative Lösung: Für mehr Leistung hat die insgesamt zehn Teilmaschinen umfassende Gesamtlinie von Schubert zwei Aufrichtestationen, die parallel zur Gruppierung der etikettierten Spritzen arbeiten. Der Pharmahersteller verfügt dadurch über eine hochindividuelle Lösung für zuverlässiges Kartonieren lebenswichtiger Produkte, nicht zuletzt dank der modularen Bauweise von Schubert.
Die Zuschnitte kommen dem Wunsch nach höherem Durchsatz ebenfalls entgegen: Ihre Länge und Breite sind so dimensioniert, dass die Aufrichter sie besonders effizient verarbeiten können. Die Schachtelzuschnitte im Einzelformat oder die Zuschnitte für das 10er-Format entnimmt ein F2-Roboter mehrbahnigen Magazinen. Acht Zuschnitte im Einzelpack- oder vier Zuschnitte im 10er-Format werden so gleichzeitig aufgerichtet; für die Inlays der 10er-Schachteln gibt es einen separaten Klebe- und Faltprozess.














„Der FAT der Gesamtlinie erfolgte mit allen Maschinenlieferanten bei Schubert in Crailsheim. So konnten wir eine umfassend getestete Linie liefern – für einen erfolgreichen Start mit wenig Risiken“.
Karin Kleinbach, Bereichsleitung Pharma
Schubert Packaging Systems GmbH

Technische Details
Enges Zusammenspiel von F2- und F3-Robotern für das Aufrichten, Befüllen und Verschließen
Linie übernimmt zudem seitliches Bedrucken der Schachteln mit Chargennummern
Flexibles Bestücken der Roboter mit spezifischen Werkzeugen
- Formatwechsel von 45 Minuten sparen signifikant Zeit ein
Arbeiten im Akkord
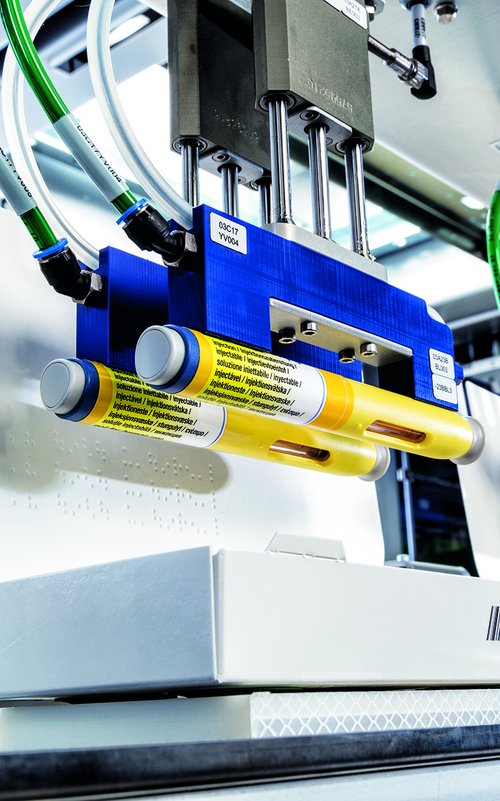
Die Abläufe der Aufrichter sind abgestimmt auf die Leistungsbereiche der F2-Roboter, die die Spritzen später in Schachteln auf dem Transmodul legen. Anschießend arbeiten F3- und F2-Roboter im Akkord, um Leaflets aus Magazinen zu entnehmen und nach erfolgter Prüfung durch Code-Lesegeräte auf die Spritzen zu legen. Die so bestückten Schachteln sind bereit für das Verschließen: Bei der Einzelpackung schließt ein F2-Roboter die Staublaschen der Schachteln. Nicht richtig verschlossene Packungen werden ausgeschleust. Korrekt verschlossene Einzelpackungen legt der Roboter auf den Vakuumtransporteur für den anschließenden Schachteldruck.
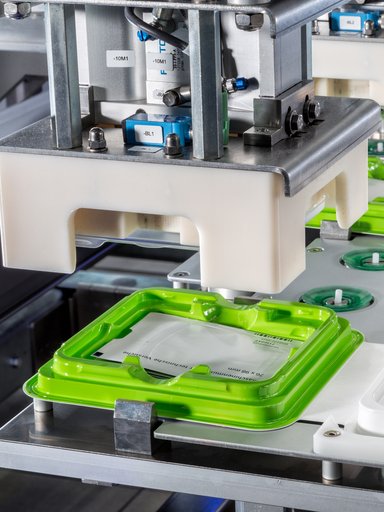
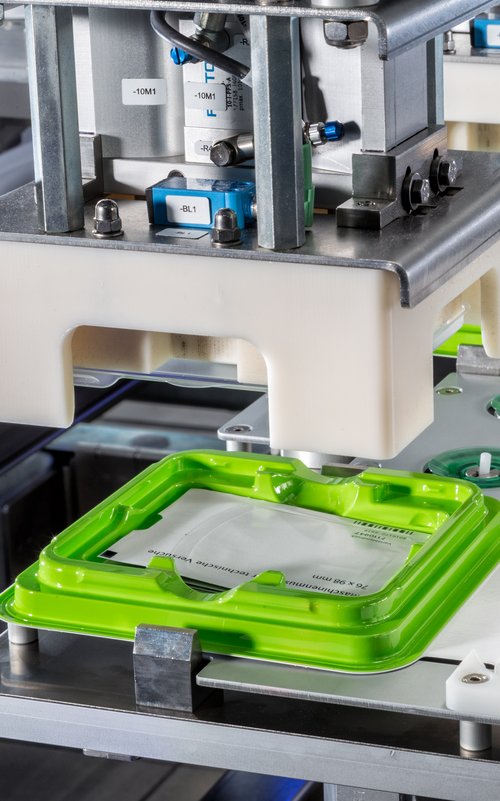
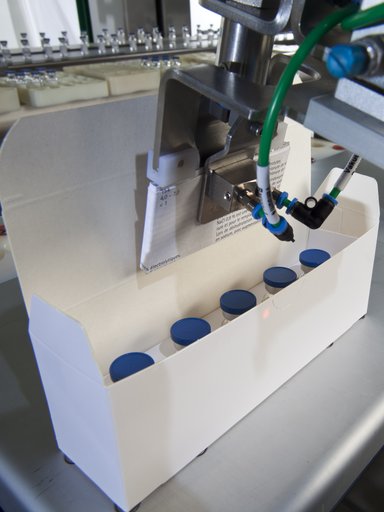
Leicht anders geht es bei den 10er-Schachteln zu: Ein F3-Roboter nimmt Zuschnitte für die Schachteldeckel aus einem mehrbahnigen Magazin und übergibt diese an einen F2-Roboter. Dieser bewegt die Deckelzuschnitte in Richtung Verschlusstisch, wo die fertig befüllten und auf Vollständigkeit geprüften Schachteln auf die Verdeckelung warten. Während des Transports wird Leim auf die Klappen der Deckelzuschnitte aufgetragen, damit sie mit den Schachtelunterteilen eine feste Einheit bilden.



Success Story - Flaschen


Success Story - Spritzen
Success Story - Pflaster


Success Story - Kombi Kits

Success Story - Pens und Vials


Success Story - Pens, Spritzen, Vials, Devices

Success Story - BFS Produkte


Success Story - Patienten Kits

Success Story - Vials


Success Story - Kombi Kits


Success Story - BFS


Success Story - Ampullen und Vials


Success Story - Inhalatoren


Success Story - Tablettenblister


Success Story - Ready-Fill-Spritzen

