#SuccessStory #Syringes
Constant supply
of vaccine
- Higher cartoning performance for continuous market supply
- Flexible packaging of ready-to-use syringes in individual boxes and boxes of 10
- Implementation of a complete line with Schubert and third-party technology


400
Products per minute
2
Formats
Requirement
Increased throughput in two annual campaigns
There are many factors that contribute to a life well lived. It is undisputed, however, that staying healthy is one of them – along with effective treatment if something should go wrong. Life-saving therapies are at the top of the priority list for the highly respected pharmaceutical manufacturer. In addition to treatments for cardiovascular diseases, diabetes and chronic pain, the innovative organisation also produces state-of-the-art influenza vaccines.
Just as essential as secure vaccine production are efficient follow-up processes such as syringe plunger insertion, labelling, grouping and cartoning. A clear need existed when it came to the latter, as the company was keen to significantly increase throughput and package more flexibly in order to continuously supply the market with this important vaccine. It is produced in two annual campaigns and always reflects the latest research.
The ambitious target was 400 packaged syringes per minute using the top-loading process. As the company markets the syringes in individual cartons and in boxes of ten with inlays and separate lids, it required a comprehensive solution that would allow both high performance and flexibility. A line that had been in operation for twenty years – including machines from Schubert – had to be brought up to speed.


Solution
Double the capacity to reach the goal
But how can you ensure that different processes will interact without falling short of performance targets – especially since there are limits to what is feasible with top loading? “400 packaged syringes per minute is a challenging but realistic goal,” highlights Karin Kleinbach, Head of the Pharmaceuticals Division at Schubert Packaging Systems.
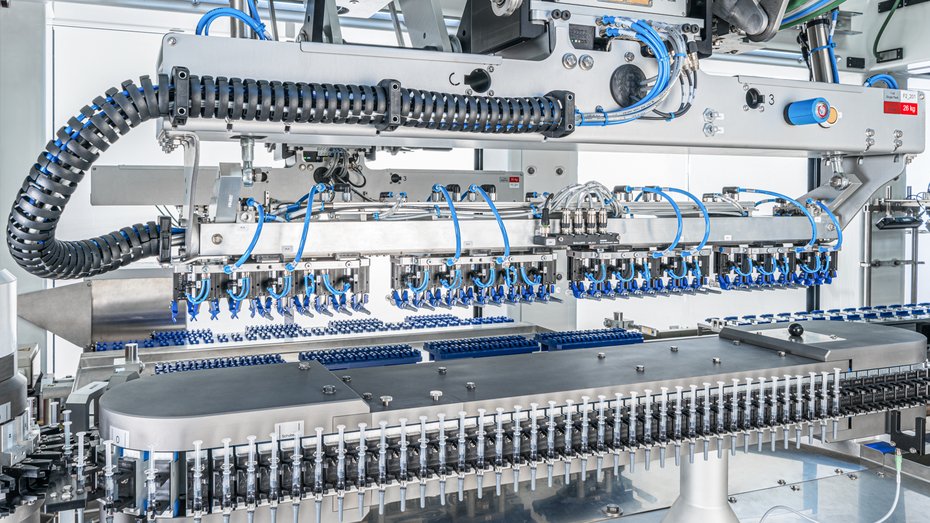
Schubert’s creative solution: to increase performance, the entire line, comprising a total of ten sub-machines, has two erection stations that work in parallel with the grouping of the labelled syringes. This provides the pharmaceutical manufacturer with a highly customised solution for the reliable cartoning of vital products, not least thanks to Schubert's modular design.
The blanks also meet the requirement for higher throughput. Their length and width are designed so that the erectors can process them most efficiently. An F2 robot removes the single-format blanks or the blanks for the 10-pack format from multi-lane magazines. Eight blanks in single packs or four blanks in 10-packs are erected simultaneously; there is a separate gluing and folding process for the inlays of the 10-packs.














„The FAT of the complete line was carried out with all machine suppliers at the Schubert site in Crailsheim. This enabled us to deliver a comprehensively tested line – for a successful launch with very few risks.”
Karin Kleinbach, Head of the Pharma Division
Schubert Packaging Systems GmbH

Technical Details
- Close interaction between F2 and F3 robots for erecting, filling and closing
- Printing of batch numbers on the sides of the boxes
- Flexible equipping of robots with specific tools
- Changing formats in 45 minutes saves a significant amount of time
Working in tandem
The erector processes are coordinated with the performance ranges of the F2 robots, which later place the syringes into boxes on the Transmodul. F3 and F2 robots then work in tandem to remove leaflets from magazines and place them on the syringes after they have been checked by code readers.
The loaded cartons are then ready for sealing: for individual packs, an F2 robot closes the box flaps. Incorrectly sealed packs are ejected. The robot places correctly sealed individual packs onto the vacuum conveyor for subsequent carton printing.
The process is slightly different for the 10-packs: an F3 robot takes blanks for the boxes’ lids from a multi-lane magazine and transfers them to an F2 robot. It moves the lid blanks towards the sealing table, where the boxes, which have been filled and checked for completeness, are waiting to be lidded. During transport, glue is applied to the flaps of the lid blanks so that they form a solid unit with the box bases.
